
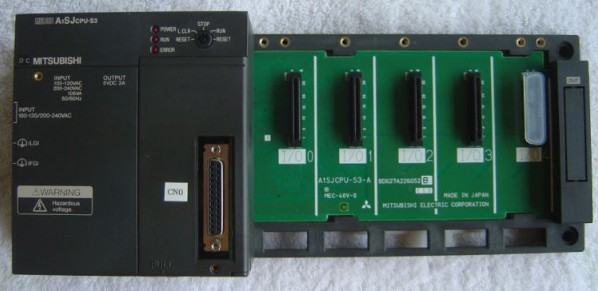
A1SJCPU-S3 CPU unit
MITSUBISHI A1SJCPU-S3 Manual And Instructions
A1SJCPU-S3 datasheetPDF datasheet
A1SJCPU-S3 Common InstructionsProgramming Manual
A1SJCPU-S3 Dedicated InstructionsProgramming Manual
A1SJCPU-S3 FundamentalsProgramming Manual
MITSUBISHI A1SJCPU-S3 Product information and technical parameters:
Brand: MITSUBISHI
Name: CPU unit
Model: A1SJCPU-S3
Program memory capacity: 8k.
Input / output points: maximum 256 points.
With base plate and power supply.
PLC is the use of " sequential scanning, and constantly circulating " way to work.
That is, in the operation of CPU, PLC according to the user according to the control requirements of the coexistence of the user in the memory of the program,
According to the instruction sequence number (or address number) for periodic cyclic scan, such as no jump instruction,
From the first instruction to the user program execution sequence one by one, until the end of the program,
And then return to the first command, start the next round of the new scan, in the process of each scan,
Also complete the sampling of the input signal and the output status of the refresh and other work.
With the rapid development of microprocessor, computer and digital communication technology,
Computer control has been extended to almost all industrial fields.
Modern society requires manufacturing to respond quickly to market demand,
Production of small quantities, multi varieties, multi specifications, low cost and high quality products,
In order to meet this requirement,
Production equipment and automatic production line control system must have high reliability and flexibility,
PLC programming is to comply with the requirements of the emergence of it is based on a microprocessor based general industrial control device.
PLC programming is a digital computing operation of the electronic system,
Designed for applications in industrial environments.
It uses programmable memory,
An instruction used to perform logical operations, sequence control, timing, counting and arithmetic operations in its internal storage,
And through the digital, analog input and output, control of various types of machinery or production process.
Programmable controller and related equipment,
Should be easy to make the industrial control system to form a whole, easy to expand the principle design of its functions.
...More relevant models >>>>
A1SJCPU-S3 datasheetPDF datasheet
A1SJCPU-S3 Common InstructionsProgramming Manual
A1SJCPU-S3 Dedicated InstructionsProgramming Manual
A1SJCPU-S3 FundamentalsProgramming Manual
MITSUBISHI A1SJCPU-S3 Product information and technical parameters:
Brand: MITSUBISHI
Name: CPU unit
Model: A1SJCPU-S3
Program memory capacity: 8k.
Input / output points: maximum 256 points.
With base plate and power supply.
PLC is the use of " sequential scanning, and constantly circulating " way to work.
That is, in the operation of CPU, PLC according to the user according to the control requirements of the coexistence of the user in the memory of the program,
According to the instruction sequence number (or address number) for periodic cyclic scan, such as no jump instruction,
From the first instruction to the user program execution sequence one by one, until the end of the program,
And then return to the first command, start the next round of the new scan, in the process of each scan,
Also complete the sampling of the input signal and the output status of the refresh and other work.
With the rapid development of microprocessor, computer and digital communication technology,
Computer control has been extended to almost all industrial fields.
Modern society requires manufacturing to respond quickly to market demand,
Production of small quantities, multi varieties, multi specifications, low cost and high quality products,
In order to meet this requirement,
Production equipment and automatic production line control system must have high reliability and flexibility,
PLC programming is to comply with the requirements of the emergence of it is based on a microprocessor based general industrial control device.
PLC programming is a digital computing operation of the electronic system,
Designed for applications in industrial environments.
It uses programmable memory,
An instruction used to perform logical operations, sequence control, timing, counting and arithmetic operations in its internal storage,
And through the digital, analog input and output, control of various types of machinery or production process.
Programmable controller and related equipment,
Should be easy to make the industrial control system to form a whole, easy to expand the principle design of its functions.
Axis of control: 2.
Interpolation function: 2 axis linear interpolation, 2 axis arc interpolation.
A1SD75 series components show the MITSUBISHI in the manufacture and design of CNC, frequency converter,
Integrated technical experience in servo system and PLC.
These components have a wealth of features that are sufficient to meet the highest requirements in the application of positioning control A1SJCPU-S3 A1SJCPU-S3
A1SD75M, SCC net compatible controller, SSC network is the MITSUBISHI servo system control network.
In this network, the MR-H-13, MR-J-B, and MR-J2 servo amplifiers can be connected to a controller via a network system,
The connection is replaced by a pulse sequence and a voltage signal. Interface: RS232C A1SJCPU-S3.
Transmission distance: 15 meters.
A1SJ71UC24-R2/R4/PR computer communication components can communicate with PLC, such as computers and other external intelligent devices, and the components are as follows:
Full / half duplex transmission.
4 special communication protocols.
No protocol and bidirectional mode.
Protocol selection switch function.
The optional baud rate, the highest 19.2K.
Since the echo diagnostic test A1SJCPU-S3. Axis of control: 2 axis linkage, 2 axis independence.
Interpolation function: 2 axis linear interpolation, 2 axis arc interpolation.
A1SD75 series components show the MITSUBISHI in the manufacture and design of CNC, frequency converter,
Integrated technical experience in servo system and PLC.
These components have a wealth of features that are sufficient to meet the highest requirements in the application of positioning control.
Up to 3 axis linkage operation,
In low cost motion control applications, this component can be used to control the operation of a multi - to 3 axis, which can be used to account for only one slot. Input channel number: 2.
Output channel number: 1.
Occupy I/O points: 32.
A1S63ADA analog input / output combination components can be analog / digital / digital / analog conversion,
The input and output signals can be voltage or current,
Offset and gain can be set and stored.
The length of time required to execute the instruction, the length of the user''s program, the type of instruction, and the speed of the CPU execution are very significant,
Generally, a scanning process, the fault diagnosis time,
Communication time, input sampling and output refresh time is less,
The execution time is accounted for the vast majority of.
The response time of PLC is the interval between the time of the change of the external output signal of thhe PLC and the time of the change of the external output signal which is controlled by it,
Lag time, this is the time constant of the input circuit,
The time constant of the output circuit, the arrangement of the user statement and the usse of the instruction,
The cycle scan mode of PLC and the way of PLC to refresh the I/O and so on A1SJCPU-S3 A1SJCPU-S3.
This phenomenon is called the I/O delay time effect.
Interpolation function: 2 axis linear interpolation, 2 axis arc interpolation.
A1SD75 series components show the MITSUBISHI in the manufacture and design of CNC, frequency converter,
Integrated technical experience in servo system and PLC.
These components have a wealth of features that are sufficient to meet the highest requirements in the application of positioning control A1SJCPU-S3 A1SJCPU-S3
A1SD75M, SCC net compatible controller, SSC network is the MITSUBISHI servo system control network.
In this network, the MR-H-13, MR-J-B, and MR-J2 servo amplifiers can be connected to a controller via a network system,
The connection is replaced by a pulse sequence and a voltage signal. Interface: RS232C A1SJCPU-S3.
Transmission distance: 15 meters.
A1SJ71UC24-R2/R4/PR computer communication components can communicate with PLC, such as computers and other external intelligent devices, and the components are as follows:
Full / half duplex transmission.
4 special communication protocols.
No protocol and bidirectional mode.
Protocol selection switch function.
The optional baud rate, the highest 19.2K.
Since the echo diagnostic test A1SJCPU-S3. Axis of control: 2 axis linkage, 2 axis independence.
Interpolation function: 2 axis linear interpolation, 2 axis arc interpolation.
A1SD75 series components show the MITSUBISHI in the manufacture and design of CNC, frequency converter,
Integrated technical experience in servo system and PLC.
These components have a wealth of features that are sufficient to meet the highest requirements in the application of positioning control.
Up to 3 axis linkage operation,
In low cost motion control applications, this component can be used to control the operation of a multi - to 3 axis, which can be used to account for only one slot. Input channel number: 2.
Output channel number: 1.
Occupy I/O points: 32.
A1S63ADA analog input / output combination components can be analog / digital / digital / analog conversion,
The input and output signals can be voltage or current,
Offset and gain can be set and stored.
The length of time required to execute the instruction, the length of the user''s program, the type of instruction, and the speed of the CPU execution are very significant,
Generally, a scanning process, the fault diagnosis time,
Communication time, input sampling and output refresh time is less,
The execution time is accounted for the vast majority of.
The response time of PLC is the interval between the time of the change of the external output signal of thhe PLC and the time of the change of the external output signal which is controlled by it,
Lag time, this is the time constant of the input circuit,
The time constant of the output circuit, the arrangement of the user statement and the usse of the instruction,
The cycle scan mode of PLC and the way of PLC to refresh the I/O and so on A1SJCPU-S3 A1SJCPU-S3.
This phenomenon is called the I/O delay time effect.
...More relevant models >>>>
 Last one:
Last one:  next one:
next one: Related download